Học CNC
Dạy CNC_Bài 14 : Chế độ chạy không cắt G00 và bài tập minh họa

Khi sử dụng khối lệnh G00, tất cả các lệnh chuyển động đều thực hiện với tốc độ chạy dao nhanh nhất.
Mã G00 thường xuyên được sử dụng trong 4 hoạt động sau:
1. Di chuyển tới điểm bắt đầu gia công (di chuyển dụng cụ đến gần phôi)
2. Sau quá trình cắt gọt : Rút dao ra khỏi phôi ,khi cắt gọt kết thúc,di chuyển đến vùng gia công tiếp theo.
Khi di chuyển dụng cụ với tốc độ cao không cắt ,phải chắc chắn không có vật cản nào trên đường di chuyển của dụng cụ.
* Lệnh : G00 X_Y_Z_;
G00 : mã lệnh chạy dao nhanh
X,Y,Z: vị trí
Nếu chuyển động trên các trục X,Y,Z được đưa ra đồng thời trong cùng một khối lệnh thì đường chạy dao có thể là đường chéo từ điểm hiện tại đến điểm cuối lập trình .Do đó khi chạy dao nhanh nhất thiết phải đảm bảo trên đường chạy của dao không có vật cản .Nếu gặp những vật cản như đồ gá, phôi…dụng cụ cắt hoặc đài dao có thể bị va đập dẫn tới hư sự cố hư hỏng .
Chú ý : 1/Khi đã sử dụng G00 trong chương trình ,nó luôn có hiệu lực cho đến khi một mã G khác trong nhóm 01 được đưa ra (G00, G01, G02 , G03).
2/ Tốc độ chạy dao nhanh thay đổi tùy thuộc vào từng máy
3/Trên một máy cụ thể, tốc độ chạy dao nhanh được điều chỉnh một cách thích ứng bằng công tắc điều khiển,trên bảng điều khiển.
4/Nếu công tắc điều khiển tốc độ chạy dao trên bảng điều khiển đặt về “0”,tốc độ chạy dao nhanh không được thực hiện .
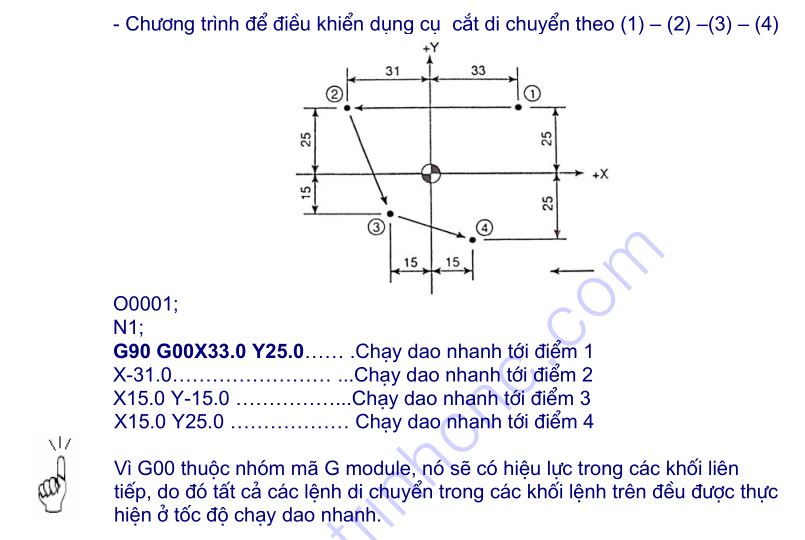
BÀI TẬP THỰC HÀNH LỆNH G00: