Học CNC
Dạy CNC_Bài 37 :Hướng dẫn sử dụng mã lệnh D trong lập trình CNC
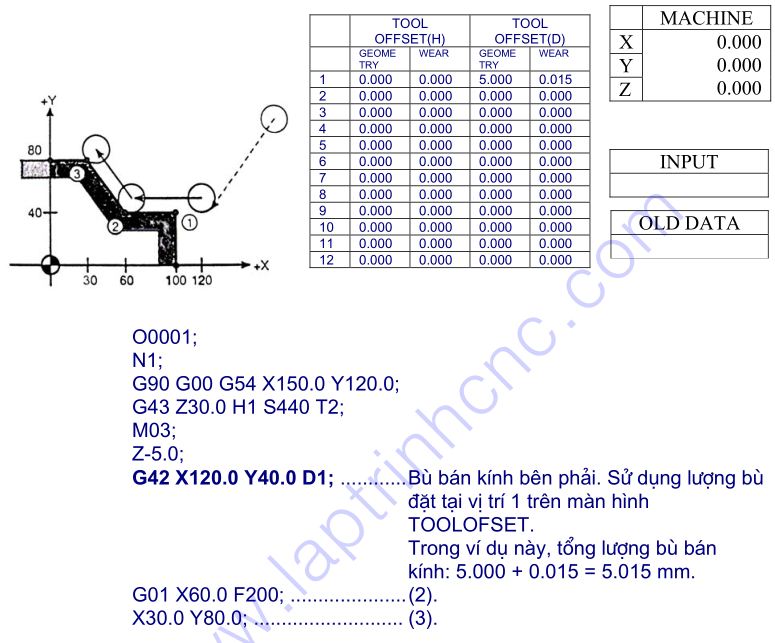
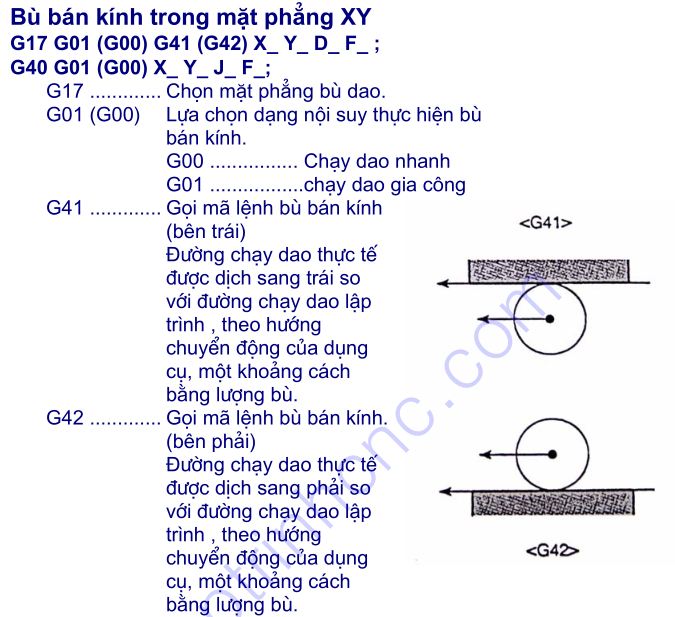
Mã lệnh D xác định địa chỉ bù bán kính cho lệnh G41 và G42.Mã lệnh bù bán kính được sử dụng để bù đường chạy dao, giảm khối tốc độ tính toán khi lập trình. Lượng bù bán kính được nhập qua màn hình TOOLOFFSET. Giá trị bù nhập vào vị trí No. trên màn hình chỉ định địa chỉ bù.
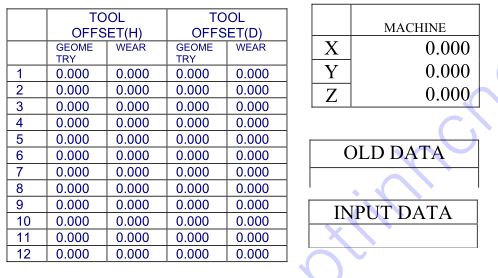
Màn hình TOOLOFFSET có thể thay đổi giao diện tuỳ theo thông số kỹ thuật và model của hệ NC.
Ví dụ:

Chú ý: Nếu sử dụng bộ nhớ bù dao B, sẽ không có sự khác biệt giữa dữ liệu bù bán kính và bù chiều dài. Do đó, phải đặt lượng bù chiều dài và bù bán kính của một dụng cụ ở những địa chỉ OFFSET khác nhau.
*Trên màn hình TOOLOFFSET, giá trị bù mòn và bù bán kính được đặt một cách độc lập.
*Lượng bù bán kính bằng 0 khi sử dụng D0. Khi bắt đầu làm việc, NC ở trạng thái như khi sử dụng lệnh D0.
BÀI TẬP THỰC HÀNH :