
Học CNC
Dạy CNC_Bài 33 :Hướng dẫn sử dụng lệnh M98, M99 trong lập trình CNC

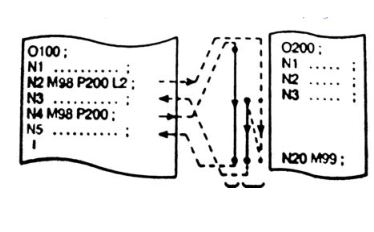
Từ chương trình chính, gọi chương trình con bằng M98. Trong chương trình con kết thúc bằng M99. Quan hệ giữa chương trình chính và chương trình con được minh hoạ như hình vẽ sau. Khi thực hiện các đường cắt giống nhau
( cùng toạ độ, cùng hình dạng) lặp đi lặp lại, đường cắt đó có thể lưu vào bộ nhớ NC như 1 chương trình con. Trong chương trình chính, chỉ ra chương trình con và số lần sử dụng chương trình con.
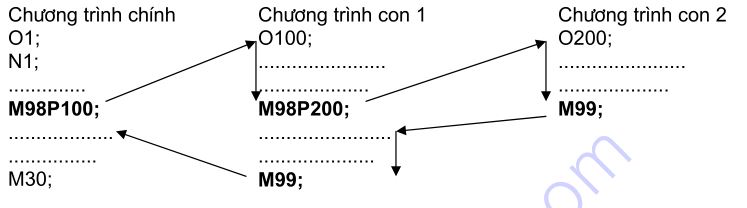
Chú ý : Trong một chương trình con có thể gọi đến một chương trình con khác, số lớp chương trình con có thể được gọi trong một thời điểm là 4. Nếu số chương trình con đang được gọi lớn hơn 4, hệ thông sẽ báo lỗi (P230).

Bằng cách lưu trữ một phần chương trình dưới dạng chương trình con, có thể tiết kiệm được bộ nhớ và giảm lỗi khi lập trình .
Cấu trúc lệnh:
M98 P_ H_ L_;
M98 ………………gọi chương trình con.
P …………………số chương trình con được gọi
H …………………số thứ tự trong chương trình con.
L …………………số lần gọi chương trình con.
Chú ý :
1. Nếu số chương trình sau địa chỉ P không được tìm thấy, lỗi P232 sẽ được thông báo trên màn hình.
2. Nếu số thứ tự sau địa chỉ H không được tìm thấy, lỗi P231 sẽ được thông báo trên màn hình.
3. Nếu giá trị sau ‘L” là 0 (L0), khối lệnh chứa M98 sẽ không được thực hiện, chương trình nhảy sang khối lệnh tiếp theo.
+Nếu thiếu địa chỉ P, chương trình con sẽ không được gọi, chương trình sẽ nhảy tới khối lệnh có số thứ tự sau địa chỉ H, trong chương trình chứa M98.
+Nếu thiếu có địa chỉ H, chương trình con vẫn được gọi và
được thực hiện từ dòng lệnh đầu tiên.
+ Nếu thiếu địa chỉ P, H và L, chương trình con sẽ không được gọi và chương trình chính sẽ nhảy về điểm bắt đầu của chương trình chứa M98.
+ Nếu thiếu địa chỉ L, chương trình con sẽ được gọi 1 lần.
+ Số lần gọi chương trình con tối đa là 9999 lần.
M99 P_ ;
M99 …………. Quay trở về chương trình chính từ chương trình con.
P ……………… Vị trí trở về, trong chương trình chính, từ chương trình con.
Chú ý :
1)Nếu vị trí P_ không có trong chương trình, tín hiệu báo lỗi (P231) sẽ xuất hiện trên màn hình.
2)Nếu địa chỉ P tồn tại, chương trình vẫn phải mất một khoảng thời gian để tìm kiếm. Do đó, cần phải cân nhắc khi đưa ra P_.
+Nếu thiếu lệnh P, chương trình sẽ quay trở lại khối lệnh kế tiếp khối lệnh vừa nhảy vào chương trình con (sau khối lệnhchứa M98).
+Nếu đặt M99 trong chương trình chính:
Chương trình sẽ nhảy tới số thứ tự (theo sau địa chỉ P) trong chương trình chính.
Nếu thiếu P_, chương trình sẽ nhảy về đầu chương trình chính. Chương trình chính sẽ bị lặp vô hạn.
BÀI TẬP THỰC HÀNH :
1/
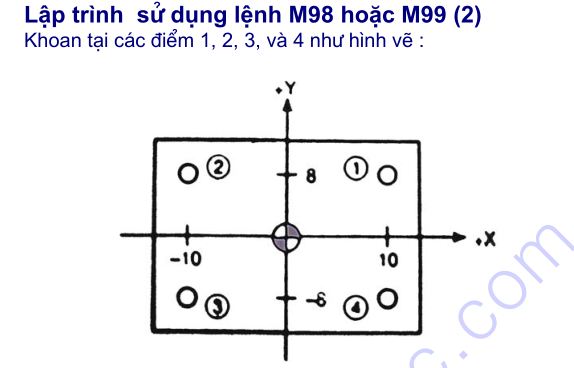
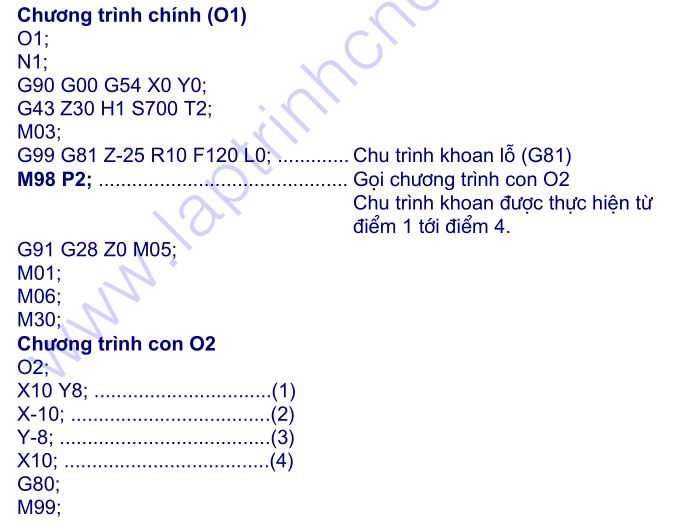
2/

![]()
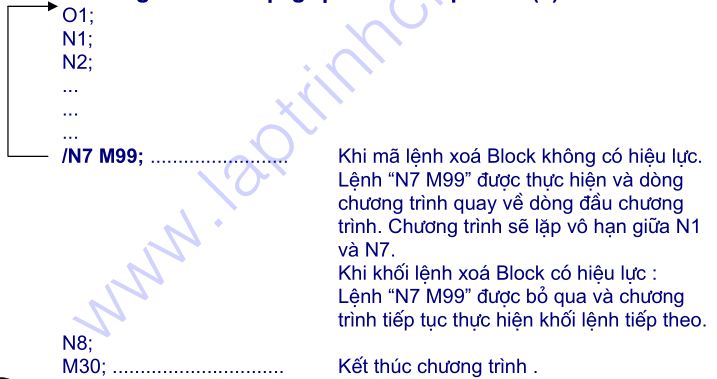
Chú ý : Khi đặt M99 trong chương trình chính, dòng chương trình sẽ được đưa về khối lệnh đầu tiên cùng chương trình. Việc này được dùng để thực hiện các chương trình giống nhau, lặp đi lặp lại.