Học CNC
Dạy CNC_Bài 15 : Dùng G01 chạy dao theo đường thẳng với chế độ cắt
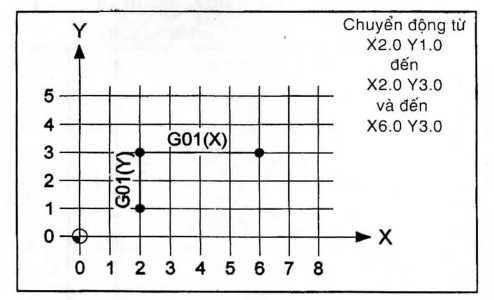
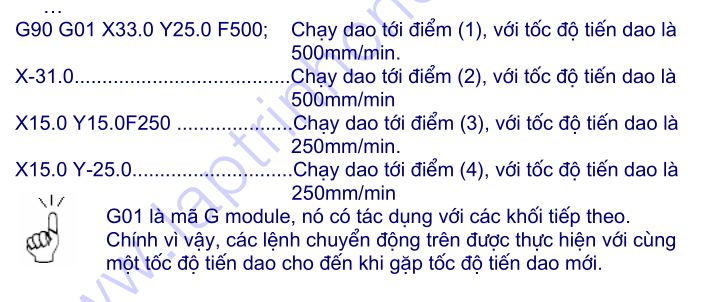
Sử dụng lệnh G01, dụng cụ chạy theo đường thẳng để gia công
Tốc độ tiến dao xác định bằng giá trị ghi sau mã F, chính là tốc độ tiến dụng cụ trong một phút.
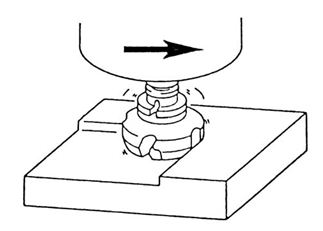
Lệnh này được sử dụng cho phay mặt đầu, phay hốc sử dụng dao phay ngón hoặc dao hốc có gắn mảnh cắt.
Cấu trúc lệnh G01 : G01 X_Y_Z_F;
G01: mã lệnh nội suy đường thẳng
X,Y,Z : Tọa độ điểm cần đi tới
F : Tốc độ tiến dao
Chú ý: 1/Khi lệnh G01 được sử dụng,nó có hiệu lực cho đến khi một mã G khác trong nhóm 01 được chỉ ra.(ví dụ G00, G02, G03)
2/Tốc độ tiến dao có thể được điều chỉnh bằng công tắc điều khiển trên bảng điều khiển, phạm vi điều chỉnh từ 0%-150%.
3/Khi bắt đầu chương trình,tốc độ tiến dao được đặt bằng “0” .Nếu không đặt tốc độ tiến dao sau mã F ,chương trình sẽ hiển thị thông báo lỗi.
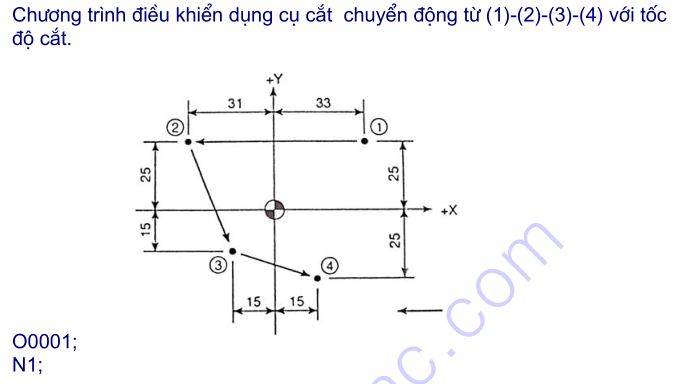
BÀI TẬP THỰC HÀNH CHƯƠNG TRÌNH SỬ DỤNG LỆNH G01 :