
Học CNC
Dạy CNC_Bài 30 :Lệnh M19, M20 trong lập trình CNC (lệnh khóa trục chính và lệnh tắt nguồn tự động )
M19 khóa trục chính:
Sử dụng M19 để dừng quay trục chính tại một vị trí cố định. Khi lắp đầu khoét lên trục chính, sử dụng chu trình khoét G76 hoặc G87, M19 được sử dụng trong chế độ MDI. Khi gọi chu trình G76 hoặc G87 trục chính sẽ được quay tới vị trí phù hợp với vị trí của trục dao khoét và mảnh khoét theo hướng dịch chuyển của trục chính.
M19;………………………………………cố định góc quay của trục chính
Chú ý: Quá trình đổi dao thông dụng được thực hiện tự động trong chu trình đổi dao (M06) hoặc chu trình gia công lỗ (G76,G87) Trong trường hợp này không cần thiết dùng M19 trong chương trình.
M20 Tắt nguồn tự động:
Khi thực hiện M20, nguồn điện cung cấp cho máy sẽ được ngắt tự động.
M20;…………………….Đặt mã lệnh tắt nguồn tự động.
Chú ý:
1.Phím tắt nguồn tự động trên bảng điều khiển có chức năng tương tự như M20. Để mã lệnh tắt nguồn tự động có hiệu lực, phím này trên bản điều khiển phải được kích hoạt, chức năng này sẽ được thực hiện sau M02
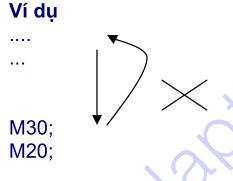
2.Đặt M20 trong khối lệnh trước M30. Sau M30, chương trình được lặp lại, con trỏ về đầu dòng, do đó lệnh M20 không thể thực hiện, như được minh hoạ dưới đây:
3.Nguồn năng lượng không thể bị ngắt trong khi các hoạt động đang thực hiện. Máy chỉ có thể tắt máy sau khi hoàn thành các hoạt động sau:
-Chu trình APC
-Chu trình ATC
-Chuyển vị trí trên Magazine.