Học CNC
Dạy CNC_Bài 41 :Hướng dẫn sử dụng mã lệnh H trong lập trình CNC
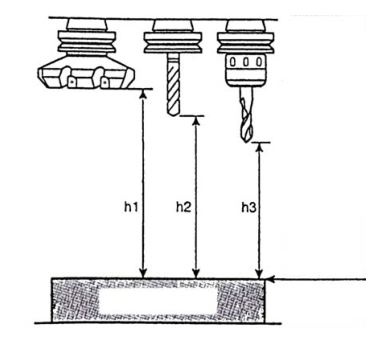
Mã lệnh H là địa chỉ xác định số offset sử dụng cho chức năng bù chiều dài dụng cụ (G43,G44).
Sử dụng chức năng bù trong chương trình để bù vị trí dụng cụ, vì vậy dụng cụ luôn định vị tại vị trí lập trình mà không cần thay đôi nội dụng lập trình.
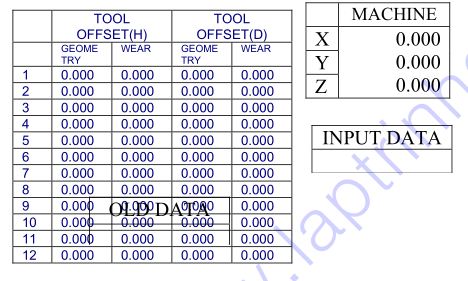
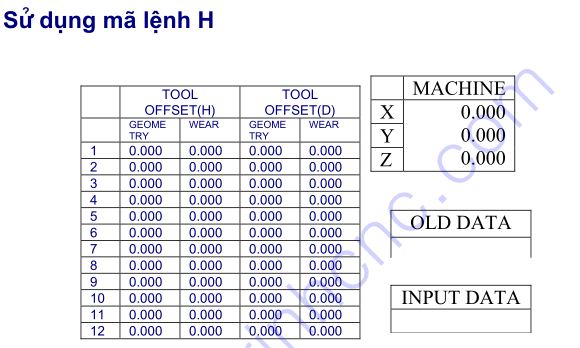
Lượng bù chiều dài được nhập trên màn hình TOOL OFFSET.
Chú ý: Màn hình TOOLOFFSET thay đổi tuỳ theo các thông số và model của hệ NC
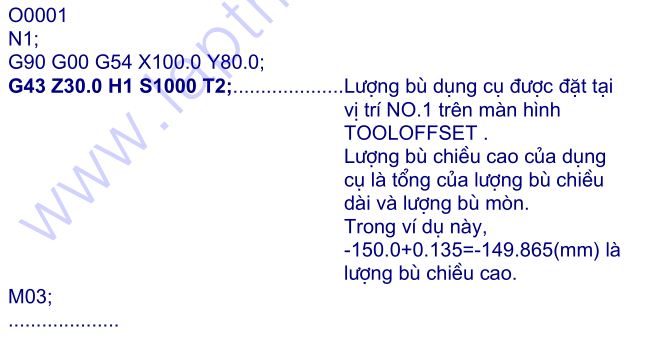
CẤU TRÚC LỆNH :
G43 Z_ H_; G49;
G43:Gọi chức năng bùchiều dài.
G49:Huỷ chức năng bù chiều dài.
Z:Xác định toạ độ cần đạt theo hướng trục Z.
H: Chỉ ra số Offset sử dụng.
Chú ý: Nếu sử dụng bộ nhớ B, hệ điều khiển không phân biệt giữa việc bù chiều cao và bù bán kính. Do đó cần thiết phải đặt lượng bù chiều cao và lượng bù bán kính của một dụng cụ ở các địa chỉ khác nhau.
1) Nếu sử dụng G44 cho việc bù chiều dài dụng cụ, dấu của lượng bù chiều dài được ngược với dấu của G43. Mori Seiki chỉ sủ dụng G43 .
2) Lượng bù dụng cụ luôn bằng 0 khi sử dụng H0. Khi bắt đầu khởi động máy, NC ở trạng thái như khi sử dụng H0.
3) Trên màn hình TOOLOFFSET lượng bù hình học và bù mòn dao được đặt độc lập với lượng bù bán kính.
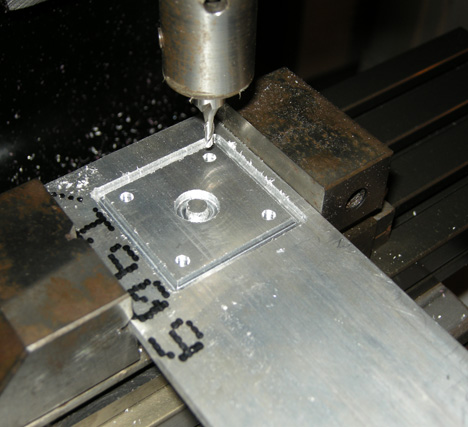
BÀI TẬP THỰC HÀNH :