
Học CNC
Dạy CNC_Bài 36 :Giới thiệu mã lệnh F trong lập trình CNC

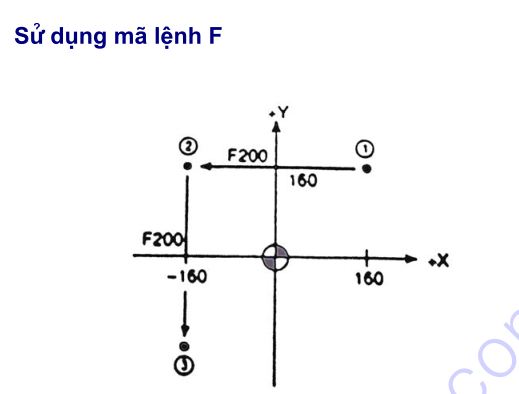
Mã lệnh F sử dụng để điều khiển tốc độ tiến dao.
F_ ; …………………Tốc độ tiến dao (mm/phút)
Chú ý :
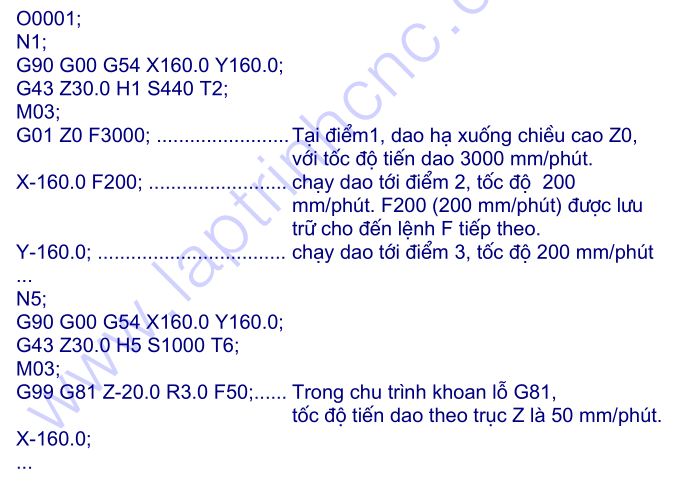
1)Trong chương trình, Lệnh F luôn có hiệu lực cho đến khi một lệnh F tiếp theo được chỉ ra.
2)Giá trị chạy dao chỉ định sau địa chỉ F đạt được đúng giá trị của nó chỉ khi công tắc OVERRIDE trên bảng điều khiển đặt ở 100%.
* Mã lệnh F chỉ sử dụng với các lệnh G01,G02,G03 và trong các chu trình gia công lỗ.
*Tốc độ chạy dao lập trình có thể thay đổi trong quá trình gia công bằng
cách điều chỉnh công tắc OVERRIDE trên bảng điều khiển.
Chú ý rằng , công tắc OVERRIDE sẽ bị vô hiệu nếu sử dụng lệnh M49 trong chương trình.
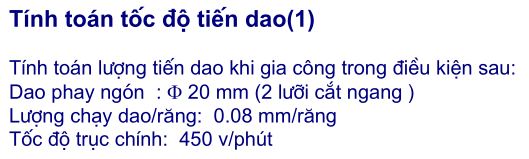
*Tốc độ tiến dao (Feedrate) được tính toán theo công thức : F = f*Z*N
F: Tốc độ tiến dao (mm/phút)
f : Bước tiến trên 1 răng (mm/1 răng) Z: Số răng của dao
N: Tốc độ trục chính(/phút)
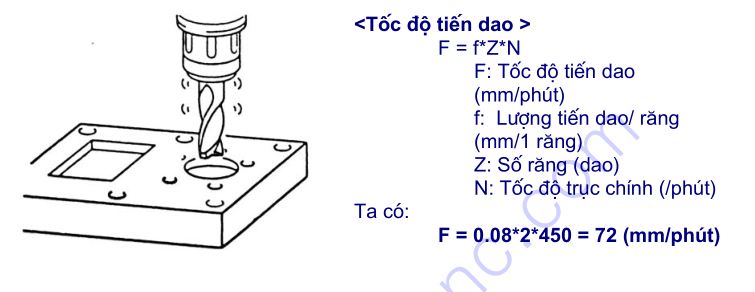
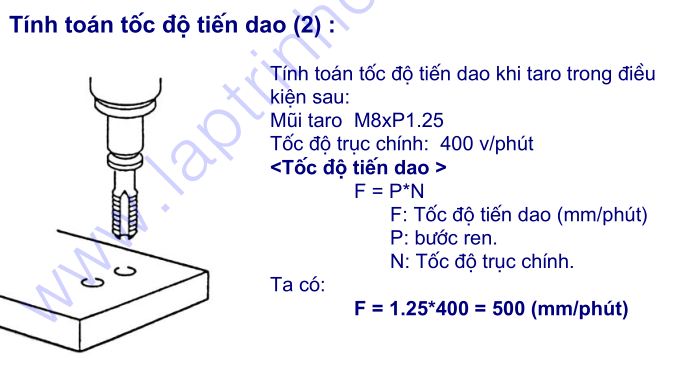
*Tốc độ taro được tính toán theo công thức dưới : F = P*N
F : Tốc độ tiến dao (mm/phút) P : Bước ren (mm)
N : Tốc độ trục chính(vòng/phút)
BÀI TẬP THỰC HÀNH :
1/
2/
3/
Lệnh F chỉ có hiệu lực trong chế độ chạy dao cắt, không có giá trị khi sử dụng với G00, chế độ chạy dao nhanh.