
Học CNC
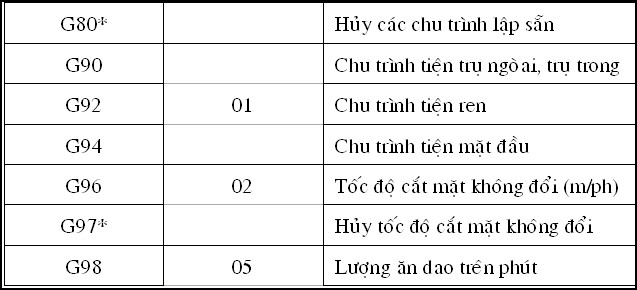
Bảng mã lệnh G-code trên máy Tiện CNC
Để nhớ hết các mã lệnh CNC thì cần có thời gian làm việc thực tế, khi đó chúng ta sẽ dễ dàng hiểu được ứng dụng của nó, sự quan trọng của các mã lệnh, mã lệnh G-code nào được sử dụng nhiều nhất, mã lệnh nào ít được sử dụng nhất. Từ đó những mã lệnh tiện CNC này sẽ không còn khó nữa.
Song việc tìm hiểu trước mã lệnh sẽ giúp bạn chủ động hơn khi làm các bài tập liên quan tới tiện CNC nhất là sinh viên, hoặc kiểm tra lại các dòng lệnh xem chính xác chưa, khi những người đưa chương trình cho bạn họ sẽ có tư duy khác bạn do đó các dòng lệnh hoặc G-code được dùng sẽ không theo một mô típ nào cả. Do đó việc hiểu các mã G-code không chỉ giúp trình bày và lập trình tay được rõ ràng, mà còn giúp kiểm tra các lỗi, vận dụng linh hoạt theo các máy CNC khác nhau.
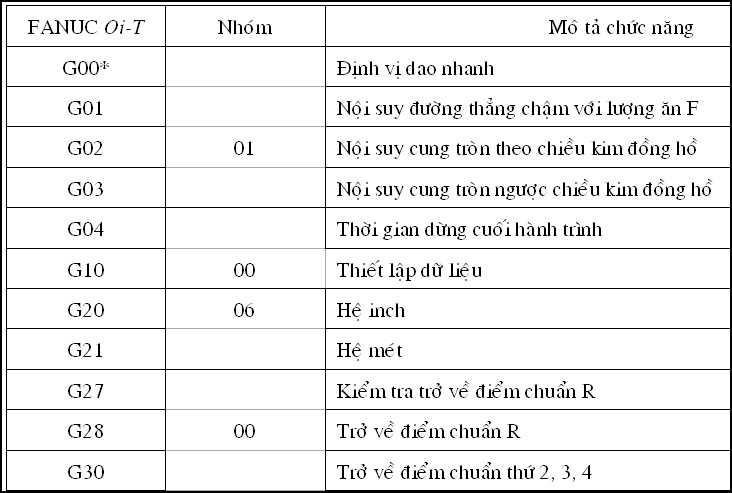
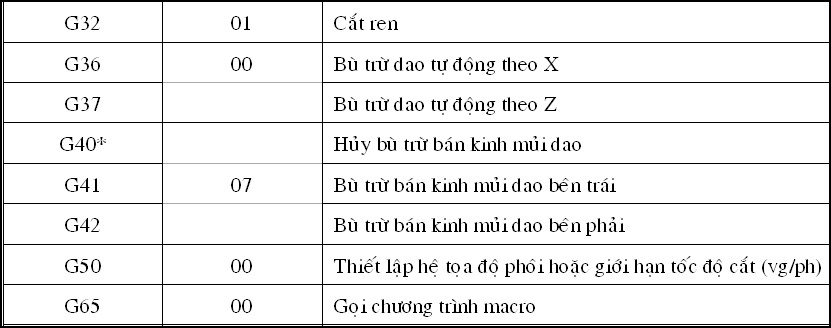
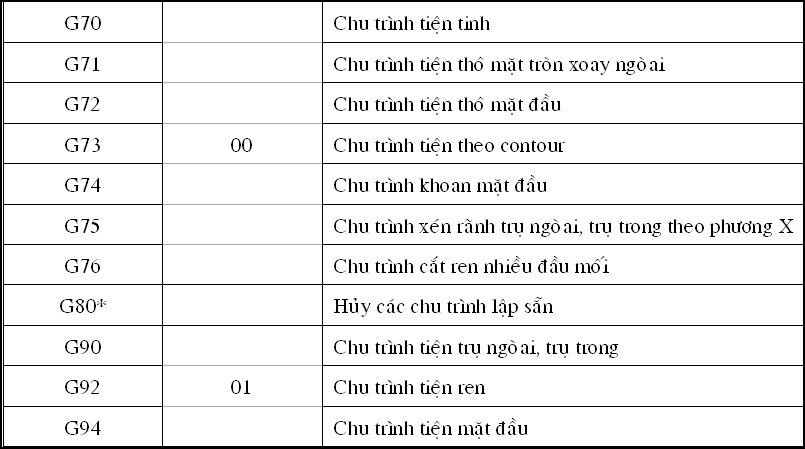
Bên dưới là mã lệnh G-code cho máy tiện CNC được sử dụng nhiều nhất.
Ghi chú:
* = là dấu chỉ những lệnh G mà máy phục hồi sau khi hực hiện lệnh M02, M30, nút EMERGENCY hay RESET trên máy phay.
G20 hay 21 được thiết lập trước khi tắt máy sẽ vẫn còn lưu giữ về sau.
Lệnh G nhóm 00 không phải là nhóm modal. Chúng chỉ có hiệu lựu trong block mà nó đứng. Nếu xuất hiện lệnh G không có trong danh sách, hệ thống sẽ báo lỗi (No. 010).
Nhiều lệnh G có thể đứng chung trong một block. Nếu trong một block có nhiều lêh G cùng nhóm thì lênh G cuối cùn sẽ có hiêu lực.
Nếu lệnh G thuộc nhóm 01 xuất hiện trong block có chu trình lập sẵn (canned cycles), thì chu trình lập sẵn sẽ bị hủy và G80 có hiệu lực, còn chúng thì lại không bị ảnh hưởng bởi các chu trình lập sẵn.
Nếu có hai lệnh không tương hợp nhau mà được viết trong cùng một block thì máy CNC sẽ thực hiện lệnh cuối cùng.