
Học CNC
Dạy CNC_Bài 39 :Các thuật ngữ kỹ thuật sử dụng trong việc giải thích chức năng bù bán kính dụng cụ

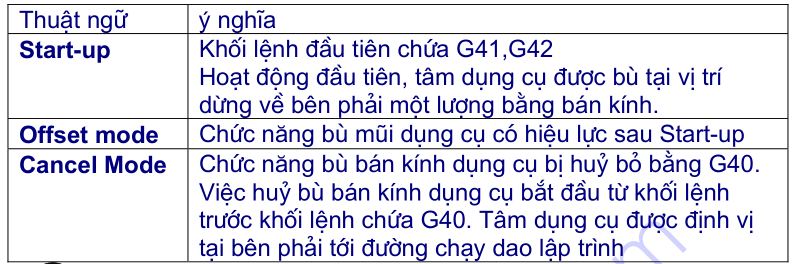
Các thuật ngữ kỹ thuật dùng cho chức năng bù thường dùng được giải thích như sau:
Chú ý : Với hoạt động kích hoạt và huỷ bỏ chức năng bù dao, có 2 kiểu hoạt động được cung cấp (kiểu A và B).
Kiểu A được giải thích như sau (Kiểu B tham khảo tài liệu của nhà sản xuất) .
 Chú ý: Trong trường hợp như được minh hoạ trên hình vẽ, việc bù dao được thực hiện sang trái, do đó, sử dụng G41
Chú ý: Trong trường hợp như được minh hoạ trên hình vẽ, việc bù dao được thực hiện sang trái, do đó, sử dụng G41
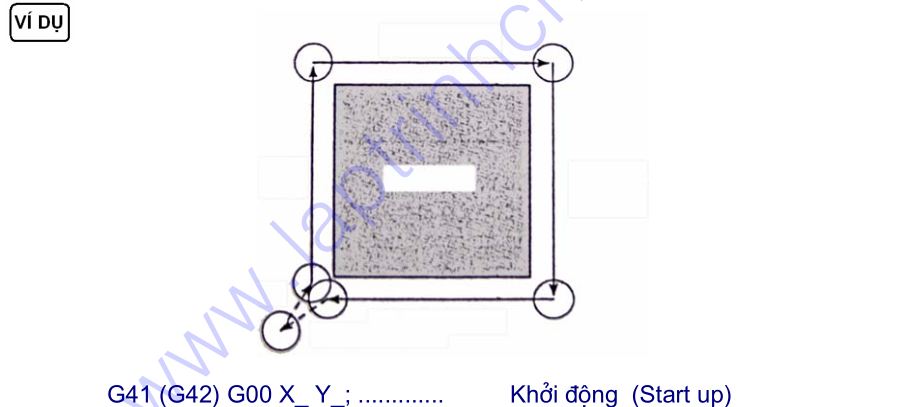
1.Start-up:
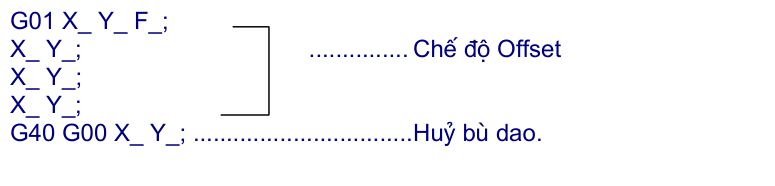
Khối lệnh đầu tiên, chứa G41 hoăc G42, gọi là khối lệnh start-up.Trong hoạt động start-up, tâm của dụng cụ cắt được offset, dừng lại ở vị trí toạ độ khối lệnh tiếp theo (Xem hình vẽ).
G00 X100.0 Y100.0;…………………………………………………(1).
G42 X80.0 Y50.0 D_;……………………………………………….(2).
G01 X-45.0 F_;………………………………………………………..(3)
Chú ý:
Khi sử dụng start-up, khối lệnh đầu tiên phải thoả mãn:
-Khối lệnh start-up phải chứa lệnh di chuyển; khoảng cách được gọi phải lớn hơn lượng bù (bán kính dụng cụ).
-Start-up phải được đặt trong G00 hoặc G01 (dạng chuyển động tịnh tiến).
*Không sử dụng start-up trong dạng nội suy G02 hoặc G03. Nếu sử dụng trong dạng này, tín hiệu cảnh báo No.034 sẽ hiện trên màn hình và máy ngừng hoạt động.
*Không dùng D0 trong chương trình. Nếu sử dụng, chức năng bù bán kính sẽ bị huỷ.
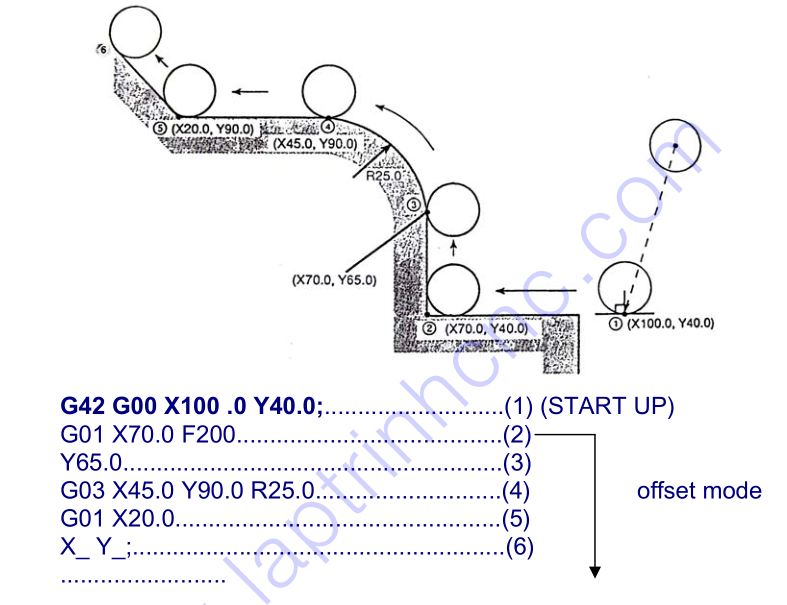
2.OFFSET mode:
Trường hợp chức năng bù bán kính dụng cụ có hiệu lực, sau start-up, được gọi là Offset mode.
1) Khi hướng bù dụng cụ không đổi. Dụng cụ chuyển động theo hình dáng phôi và tiếp xúc với quỹ đạo cần gia công.
Ví dụ :
Chú ý:
1. Tại câu lệnh Start-up và trong chế độ bù dao 2 khối lệnh được đ−a vào bộ nhớ đệm. Trong chế độ bù dao những khối lệnh không chứa các lệnh di chuyển như: (Một khối lệnh chỉ chứa một lệnh M hoặc G04 thì không được phép sử dụng). Một khối lệnh điều khiển các di chuyển theo các trục bằng 0 thì cũng không được phép sử dụng. Nếu những lệnh như vậy được sử dụng thì sẽ gây ra cắt lẹm hoặc cắt hụt vì hai khối lệnh không được đưa vào bộ đệm, điều này cũng gây ra hỏng dụng cụ.
2. Khi cố gắng để cắt cung tròn có bán kính nhỏ hơn bán kính dụng cụ hoặc cắt rãnh có chiều rộng nhỏ hơn đường kính dụng cụ, hệ thống sẽ cảnh báo, một thông báo hiện trên màn hình, để tránh cắt lẹm. Nếu việc này xảy ra, khi chương trình thực hiện trong chế độ Singleblock, lượng cắt lẹm sẽ làm hỏng phôi bởi vì chương trình thực hiện đến cuối của khối lệnh trước khi nó kịp dừng.
3.Không được thay đổi mặt làm việc với G17,G18,G19 trong chế độ OFFSET. Nếu thay đổi, cảnh báo xảy ra, và tín hiệu cảnh báo 037 xuất hiện trên màn hình, máy ngừng hoạt động.
4. Khi hướng bù dụng cụ thay đổi.
Nếu hướng bù dụng cụ thay đổi, như được minh hoạ dưới đây nếu mã G goi chức năng bù bán kính thay đổi giữa G41 và G42 , chu vi dụng cụ sẽ tiếp xúc với phôi theo trong 2 khối lệnh liên tục tại vị trí thay từ G41 sang G42.
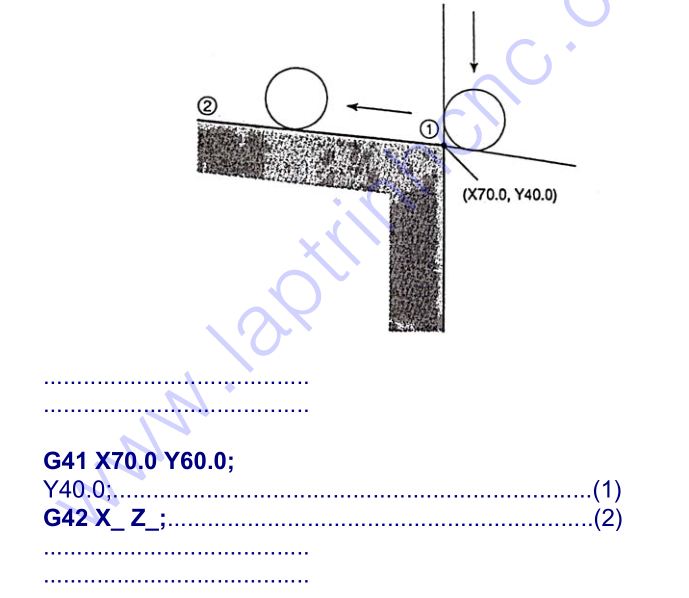
Lưu ý : Việc chuyển chế độ mã G giữa G41 và G42 thì không được đặt ở khối lệnh bắt đầu và khối lệnh tiếp theo.
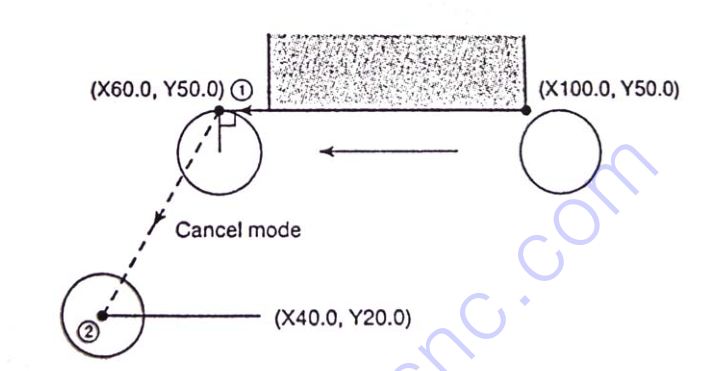
3.Cancel Mode:
Lệnh G40, chỉ ra trong chế độ Offset, huỷ bỏ chức năng bù dao. Chế độ huỷ bù dao bắt đầu từ cuối khối lệnh trước khối lệnhG40. Tâm dụng cụ sẽ thay đổi lại như trong hình vẽ.
Ví dụ :
Chú ý:
Trong chế độ huỷ bù dao, cần lưu ý những vấn đề sau:
-Chức năng bù bán kính có thể huỷ bỏ bằng cách nhấn phím [RESET] trên bảng điều khiển. Hoặc bằng cách sử dụng D0 trong chương trình.
-Lệnh hủy (G40) phải được chỉ ra trong chế độ G00 hoặc G01 (chuyển động tịnh tiến).
Không được sử dụng G40 trong chế độ G02 và G03. Nếu sử dụng trong G02 hoặc G03, cảnh báo sẽ xảy ra, tín hiệu cảnh báo 034 sẽ xuất hiện trên màn hình và máy ngừng hoạt động.