Học CNC
Dạy CNC_Bài 17 : Hướng dẫn sử dụng lệnh G04 trong lập trình CNC.
Lệnh G04 sử dụng để dừng tạm thời một chương trình trong quá trình gia công một cách tự động trong một khoảng thời gian xác định.
Mã lệnh này được gọi là mã lệnh dừng.
Sử dụng mã lệnh dừng chuyển động của các trục tại mặt đáy lỗ gia công ,Trục chính vẫn quay.
Bằng việc duy trì tốc độ quay tại đáy lỗ gia công,độ chính xác của đáy lỗ đựợc nâng cao và phần cắt lẹm cũng được kiểm soát.
Chú ý : Khi dừng chương trình bằng lệnh G04 tại đáy lỗ, ví dụ như lựa chọn thời gian dừng cho phép trục chính quay tại đáy lỗ.Nếu như thời gian dừng quá lâu, có thể làm giảm tuổi bền của dụng cụ đôi khi còn làm ảnh hưởng tới độ chính xác bề mặt . Lệnh G04 dùng chỉ cho nguyên công phay lỗ hoặc khoét lỗ .
Cấu trúc lệnh : G04 P_;
G04 X_;
trong đó: G04: mã lệnh dừng
P: Thời gian dừng. Đơn vị của thời gian dừng 0,001 giây .Không dùng dấu chấm thập phân.
ví dụ : P1000 = 1 giây
X: Thời gian dừng ,Chỉ ra thời gian dừng sử dụng dấu
chấm thập phân.
ví dụ : X1.0 = 1 giây
X1 = 0.001 giây
Chú ý : 1. Khi địa chỉ P được sử dụng để xác định thời gian dừng ,không dùng dấu chấm thập phân
VD: Dừng trong 1.5 giây : P1500
Dừng trong 2.3 giây : P2300
2. Phạm vi thời gian dừng cho phép trong khoảng : 0.001 đến 99999.999 giây
3. Lệnh G04 chỉ có giá trị trong một khối lệnh cụ thể.
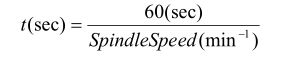
4. Tính toán thời gian cho mỗi vòng quay trục chính theo công thức sau:
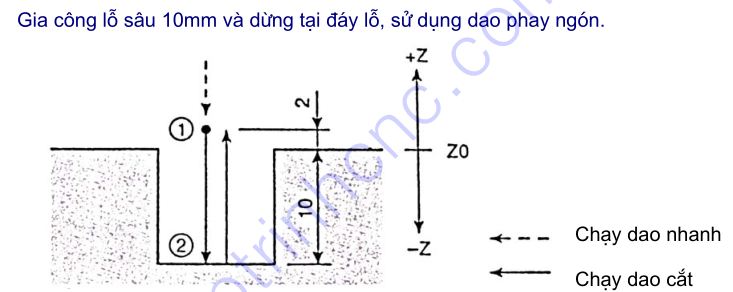
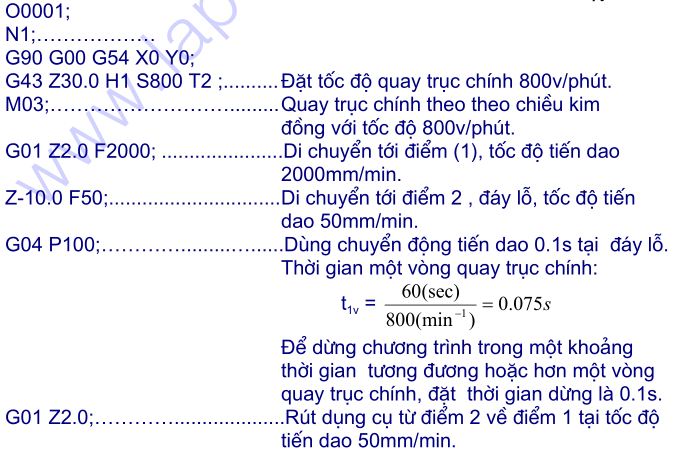
BÀI TẬP THỰC HÀNH LẬP TRÌNH SỬ DỤNG LỆNH G04 :