Học CNC
Dạy CNC_Bài 18 : Hướng dẫn sử dụng lệnh G17 G18 G19 trong lập trình CNC (lựa chọn mặt phẳng gia công)
Để thực hiện nội suy cung tròn, bù bán kính dụng cụ, quay hệ toạ độ , sao chép theo góc quay, sao chép song song, và khoan, cần thiết phải chọn mặt phẳng làm việc .
Thông thường sử dụng mặt phẳng XY bằng cách gọi lệnh G17. Tuy nhiên, có nhiều trường hợp phải được thực hiện
trên các mặt phẳng ZX hoặc YZ. Để lựa chọn mặt phẳng ZX, YZ ta sử dụng lệnh G18,G19.
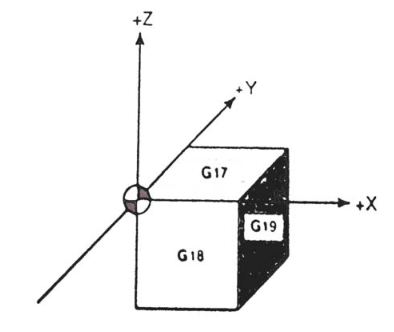
Cấu trúc lệnh : G17 : Mặt phẳng XY ( được xác định khi khởi động máy)
G18 : Mặt phẳng ZX
G19 : Mặt phẳng YZ
Chú ý : 1.G17 đã được tự động lựa chọn khi bật máy.
2.Các lệnh di chuyển theo các trục không bị ảnh hưởng bởi mặt phẳng được chọn.
G17 G02 X_Y_R_F_;
G01 Z_ :Trục Z di chuyển độc lập với mặt phẳng chọn
3.Khi đưa ra lệnh nội suy cung tròn hoặc bù dụng cụ (G40-G42), đèn cảnh báo sẽ hiển thị trên màn hình nếu mặt phẳng lựa chọn không phù hợp với lệnh sử dụng.
G17 G02 X_Y_R_F…………………… Tín hiệu cảnh báo sẽ xuất hiện
Chương trình phải là:
G17 G02X_Z_R_F_;
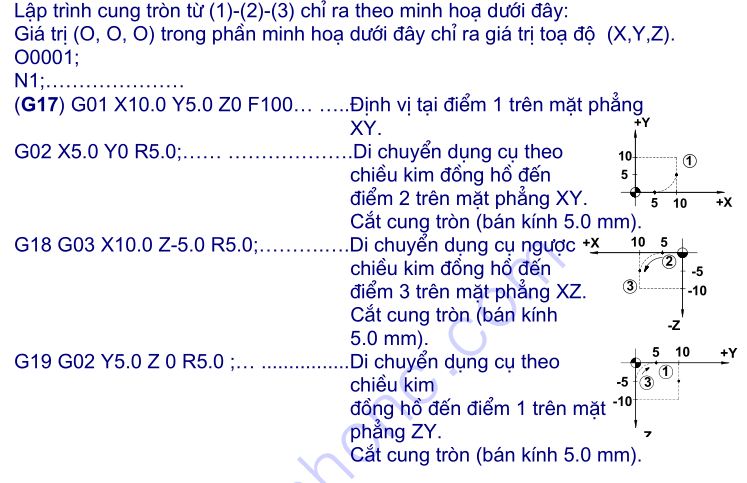
BÀI TẬP THỰC HÀNH LẬP TRÌNH SỬ DỤNG LỆNH G17,G18,G19 :