
Máy và thiết bị
Máy in 3D giá rẻ có in được vật liệu ABS và các vật liệu kỹ thuật khác không?
Khi mua máy in 3D lần đầu thì mọi người sẽ xem phần thông số mà quyết định tới việc có nên mua máy hay không, và nếu hiểu nhầm hoặc sai một thông số nào đó sẽ làm mất nhiều thời gian của khách hàng, bởi sẽ nghĩ máy tương tự cũng làm được điều đó và so sánh giá cũng như tính năng tiếp theo, song cuối cùng khi mua về sẽ không làm được như mình mong muốn. Vừa tốn kém, vừa không tin tưởng vào khả năng của máy
Do cạnh tranh nên nếu một nhà cung cấp nào đó ghi là máy có porntube khả năng in ABS ( với điều kiện kèm theo),, thì nhà cung cấp khác cũng sẽ ghi tương tự, và rồi nhiều máy khác cũng sẽ ghi như thế. Nếu không thì khách lại nghĩ cùng loại, cùng mức giá sao lại không in được, do công nghệ kém hơn ah?
Kinh nghiệm in 3d nên biết
- Phần mềm Cura: Xem tại đây
- Phần mềm Simplify3D: Xem tại đây
- Hướng dẫn sử dụng máy (Nhập môn): Xem tại đây
- Hướng dẫn sử dụng máy Delta & Prusa: Xem tại đây
- Kỹ thuật cân bàn (Khi sử dụng lần đầu tiên): Xem tại đây
Nếu thật thà quá lại không bán được máy, نسوانجى bởi thế bài viết này sẽ phân tích và giúp khách hàng đánh giá đúng vấn đề để lựa chọn máy phù hợp mà không nghĩ là mình bị hớ khi mua máy chuyên dụng
Tại sao nhiều khách hàng muốn In bằng ABS?

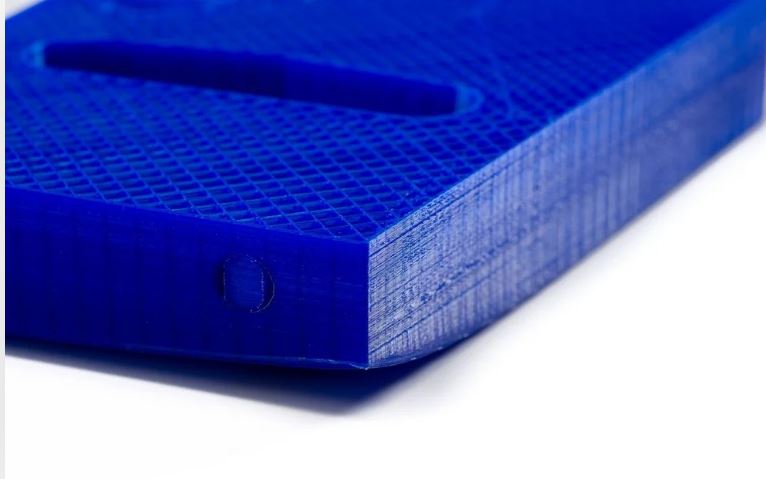
Có phải đó là gỗ không? Không, đó là ABS! Nguồn: massgifts.com
Acrylonitrile butadiene styrene, viết tắt là ABS, là một loại nhựa phổ biến được tìm thấy xung quanh chúng ta, nổi tiếng được sử dụng để làm Lego. Các đặc tính của nó, như cường độ cao và khả năng chịu nhiệt độ tốt, giúp nó trở thành một lựa chọn tốt cho nhiều ứng dụng.
ABS cũng cung cấp khả năng hoàn thiện bề mặt tốt. ABS phản ứng với acetone, có xu hướng làm mịn và đánh bóng bề mặt.
Có nhiều khó khăn khi in ABS. Một vấn đề bạn có thể gặp phải trong khi in ABS là khó dính vào bàn in. Phần được in có xu hướng bị vênh 1 bênh khi nguội song và nó cũng tạo mùi có thể gây khó chịu. Nhưng chúng ta sẽ sớm giải quyết được tất cả những điều đó!
Cong vênh là một nổi ám ảnh
Một bản in bị cong vênh. Nguồn: Ulitmaker
Trước khi chúng ta tới phần hướng dẫn của bài viết này, chúng ta cần phải hiểu thuật ngữ này có nghĩa là gì.
Khi các sợi được nung nóng trong đầu đùn, chúng có xu hướng giản nỡ. Khi ở trạng thái nóng chảy của chúng, nhựa được lắng đọng trên lớp bàn in theo từng lớp. Khi nhựa nóng chảy nguội đi để hóa rắn, nó cũng co lại. Một số nhựa có xu hướng giãn nở và nguội nhanh hơn so với vật liệu khác.
Trong khi in một chi tiết, một vài lớp đầu tiên bắt đầu nguội đi sau khi được in. Khi nhựa nguội đi, nó bắt đầu co lại, khiến nó bong ra khỏi bàn in. Sự cong vênh là phổ biến giữa các sợi ABS và nylon, vì chúng có xu hướng giản nỡ và co lại nhiều hơn so với nhựa PLA thông thường.
Cài đặt máy in
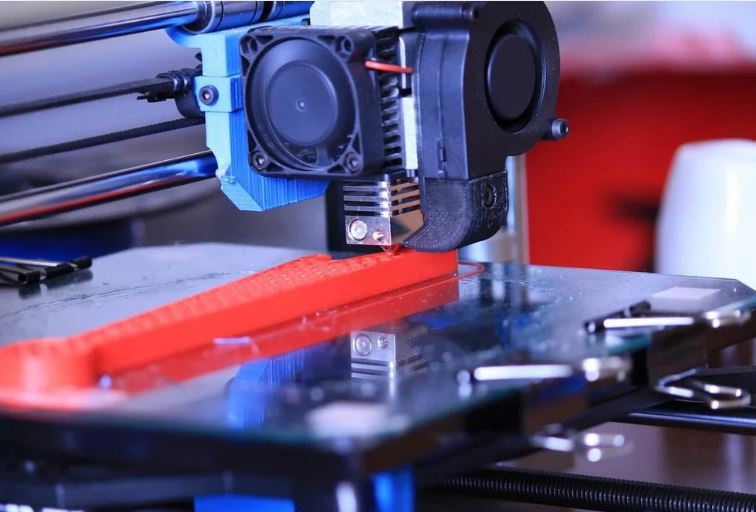
Một bản in đẹp. Nguồn: Scuptor
In bằng ABS có thể hơi khó khăn, nhưng với các cài đặt phù hợp, bạn vẫn có thể in được. Chúng ta hãy xem những thay đổi cần thiết để điều chỉnh máy sưởi của bạn cho ABS.
Đầu đùn
ABS nóng chảy ở đâu đó giữa 210 và 250 ° C. Trừ khi được chỉ định bởi nhà sản xuất, bạn sẽ có thể tham khảo xung quanh với các cài đặt nhiệt độ trong phạm vi này. Chúng tôi thấy, ví dụ, 235 ° C là tối ưu nhất
Nếu bạn đang chạy máy đùn quá nóng, bạn sẽ nhận thấy rất nhiều chuỗi được tạo giữa các thành chi tiết .Nếu bạn in nó chưa đủ nhiệt, bạn có thể thấy nó bị vón cục. Dưới đây là một số bản in thử tốt để thử các cài đặt nhiệt độ khác nhau.
Bàn gia nhiệt
Mục đích quan trọng nhất của bàn được sưởi ấm là để loại bỏ cong vênh, vì vậy việc thiết lập nhiệt độ được làm nóng chính xác là rất quan trọng. Nhiệt độ tại đó một chất dẻo thay đổi pha từ chất rắn sang lỏng nóng chảy được gọi là nhiệt độ biến dạng dẻo (Tg). Bạn sẽ muốn đặt nhiệt độ bàn gia nhiệt gần giá trị này.
Đối với ABS, nhiệt độ chuyển là 105 ° C, do đó nhiệt độ bàn 110 ° C là đủ. Và bạn thiết lập tầm 70-80 độ là tốt nhất, không nên gia nhiệt cao quá sẽ gây bong lớp bàn in, hoặc hư hỏng nhiệt các bộ phận của máy.
Cài đặt phần mềm
Góc chắn. Nguồn: Ultimaker
Có thể cài đặt khá nhiều thông số tùy theo khả năng và kinh nghiệm của bạn
Vành và bè: Các tùy chọn vành và bè trong cài đặt máy thái cho phép tiếp xúc bề mặt bổ sung giữa phần và tấm bàn in. Điều này giúp với độ bám dính của lớp đầu tiên, đồng thời, vành hoặc bè cũng hoạt động như một sự bổ sung. Trong trường hợp cong vênh, vành hoặc bè sẽ bị ảnh hưởng trong khi phần cần thiết vẫn trong tình trạng tốt.
Chiều cao lớp thứ nhất: Có lớp đầu tiên dày hơn có thể có lợi, vì nó làm tăng sự tiếp xúc bề mặt, từ đó giữ bản in chắc chắn. Một nguyên tắc tiêu chuẩn là đặt lớp đầu tiên ở 150% chiều cao của lớp thông thường.
Tốc độ lớp đầu tiên: Tốc độ in cho lớp đầu tiên nên giảm xuống khoảng 70% tốc độ in thực tế. Điều này đặc biệt hữu ích khi chi tiết in của bạn có các góc nhọn, có xu hướng bong ra khi đầu nóng di chuyển ở tốc độ cao hơn.
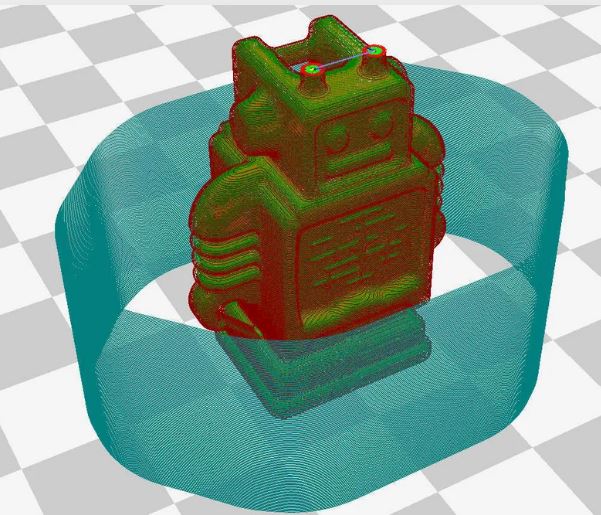
Khiên dự thảo: Khiên dự thảo là một tính năng tuyệt vời trong Cura được ẩn giấu trong các thiết lập thử nghiệm. Đó là một bức tường dày một lớp được xây dựng xung quanh phần ngăn không cho một bản nháp của air air đâm vào phần của bạn. Nó được cho là để cải thiện in ấn ABS và tiếp tục cong vênh.
Quạt làm mát: Quạt làm mát là một bổ sung tuyệt vời cho máy in 3D, vì chúng tạo ra một luồng không khí tốt xung quanh vòi phun và làm mát nhựa nhanh chóng. Điều này có thể có một tác động tiêu cực khi in một vài lớp đầu tiên, mặc dù. Đảm bảo tắt quạt trong 5 đến 10 lớp đầu tiên trước khi bật.
Sự can thiệp cần thiết

Một thiết kế với các góc tròn. Nguồn: Hussain Bhavnagarwala / All3DP
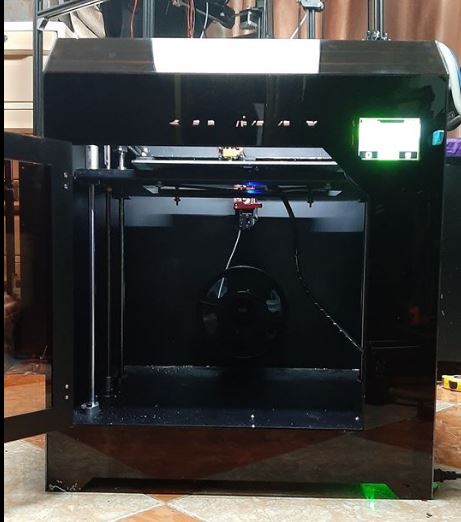
Vỏ máy
Đây là phần cần lưu ý và đặc biệt quan trọng. Đó là lý do mà khi bạn làm đủ các bước và thiết lập thông số phù hợp mà bản in vẫn kém chất lượng như in không ra sản phẩm, sản phẩm in ra có độ bền thấp.
Một vỏ bọc bao kín cho máy của bạn đảm bảo rằng nhiệt vẫn ở trong máy và giữ cho chi tiết in không bị cong vênh. Từ kinh nghiệm, sản phẩm sau khi in 3d vẫn bị cong vênh ngay cả với một bàn gia nhiệt khi khung máy mở trong một căn phòng thông thoáng.
Chất kết dính cho bàn in
Một lựa chọn khác có vẻ hiệu quả trong việc chống cong vênh là sử dụng chất kết dính. Thanh hồ dán có thể được chà trực tiếp lên bàn in, giúp bám bàn tốt hơn. Làm tan chảy một lượng nhỏ ABS và trải nó lên bề mặt bàn in cũng có thể có hiệu quả. Xịt tóc là một lựa chọn tốt khác.
Thay đổi thiết kế
Nó giúp ích để biết rằng các góc nhọn trong thiết kế có thể làm tăng thêm sự cong vênh, vì ứng suất do cong vênh tập trung vào một điểm duy nhất. Các góc tròn giúp phân phối ứng suất trên một đường cong và do đó làm giảm mật độ ứng suất tại bất kỳ điểm nào.
Phần kết luận

ABS với bề mặt dùng hơi acetone. Nguồn: sinhacks.com
Dù các máy hiện nay vẫn ghi là có thể in vật liệu ABS nhưng bạn phải luôn nhớ làm cách nào duy trì được nhiệt độ xung quanh khi in trên dưới 70 độ C thì bản in mới đảm bảo chất lượng. Dù có thể khắc phục được cong vênh nhưng nhựa ABS khô khá nhanh, lúc đó các lớp in tiếp theo sẽ khó liên kết với lớp cũ, làm giảm cơ tính của sản phẩm khá nhiều và nói chung là không thể sử dụng được
Tham khảo : Dòng máy cao cấp chuyên in vật liệu ABS và vật liệu kỹ thuật
Sản phẩm in ABS và hấp axeton bởi 3DMax
