
Học CNC
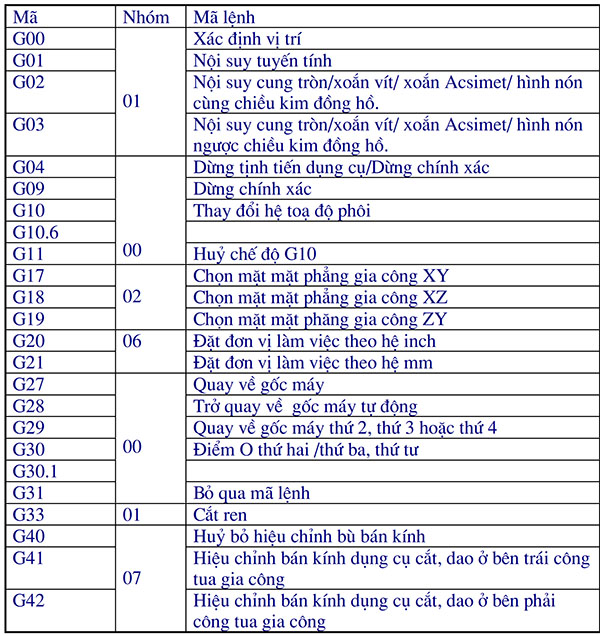
Bộ mã G đầy đủ trong lập trình CNC
Những mã lệnh Gcode này bắt buộc những người lập trình CNC cần phải biết, chúng tôi tổng hợp hết tất cả các mã lệnh G trong bộ mã lập trinh. Có những mã rất phổ biến, có những mã rất ít khi sử dụng nhưng chúng tôi vẫn hỗ trợ để ngươi học có thêm hiểu biết về mảng kiến thức này.
Mã G có thể coi là mã lệnh chuẩn bị. Mã G, bao gồm các địa chỉ G và giá trị số, sau đó xác định các phương pháp gia công và chuyển động trên
các trục trong một câu lệnh. Hệ NC sẽ thiết lập các dạng điều khiển để đáp ứng mã G được chỉ ra. Giá trị số theo sau địa chỉ G định nghĩa các lệnh, được viết trong từng khối và phụ thuộc vào các mã G tiếp sau.
- Khi đưa ra mã G trong một câu lệnh, chúng phải được đăt trước địa chỉ. Nếu đặt mã G sau một địa chỉ mà nó thiết lập chế độ làm việc, chế độ được thiết lập đó sẽ không có hiệu lực với địa chỉ đó.
- Trong cùng một câu lệnh, có thể sử dụng nhiều mã G, điều này tuỳ thuộc từng nhóm mã G khác nhau.
- Nếu nhiều mã G đưa ra trong 1 câu lệnh, các mã G chỉ ra sau cùng sẽ có hiệu lực.
- Nếu 1 mã G không có trong bảng mã G hoặc không có trong phần lựa chọn bổ xung đưa ra, tín hiệu cảnh báo (No. 010) sẽ hiện trên màn hình.
- NC thiết lập chế độ mã G , xác định bởi biểu tượng ?, khi nguồn điện ñược bật lên.
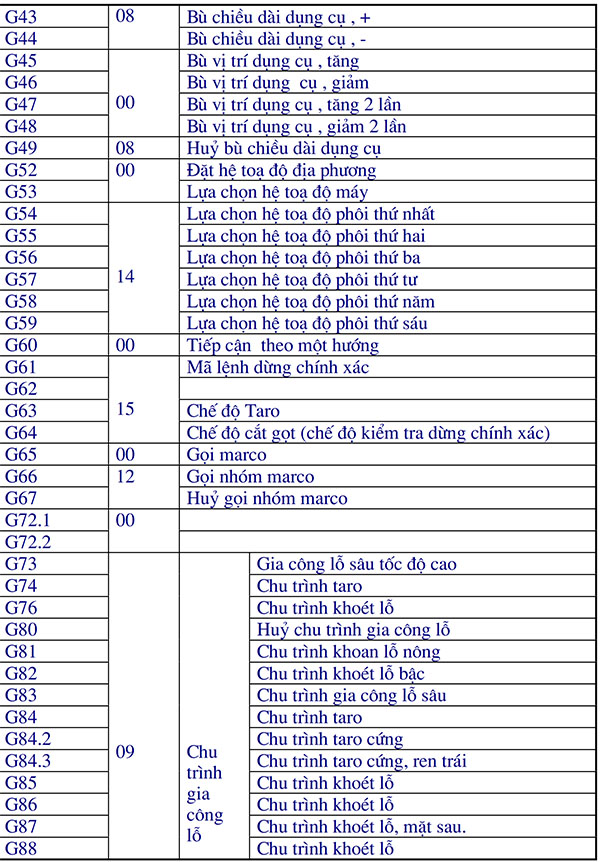
- Để taro cứng, đặt “M29 S_” trong khối lệnh trước khối lệnh chứa G84 hoặc G74.
- Đối với các máy có APC, điểm gốc thứ 3,4 được dùng để điều khiển APC , không dùng cho mục đích khác.
Khóa học lập trình và vận hành máy CNC