Học CNC
Dạy CNC_Bài 13 : Cách sử dụng dạng toạ độ G90 ,G91 và các bài tập minh họa
Những mã lệnh nhằm xác định dạng chuyển động từ vị trí hiện tại tới vị trí
tiếp theo (điểm đích)
(1). Chuyển động trong toạ độ tuyệt đối ……. G90
(2). Chuyển động trong toạ độ gia số ……….G91
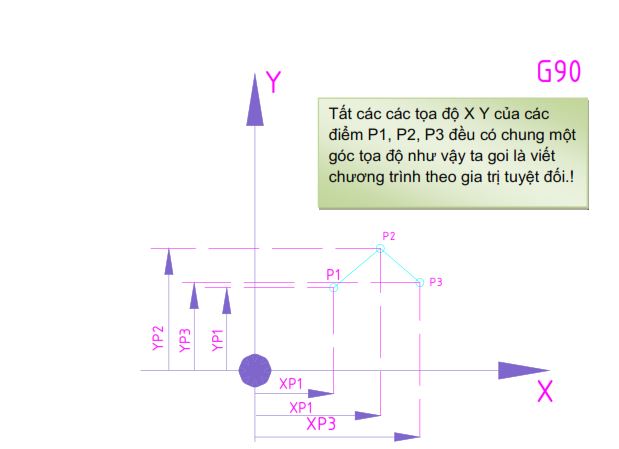
Câu lệnh với hệ toạ độ tuyệt đối G90:
Khối lệnh tuyệt đối xác định toạ độ điểm đích theo hệ toạ độ của gốc phôi
(X0,Y0,Z0).
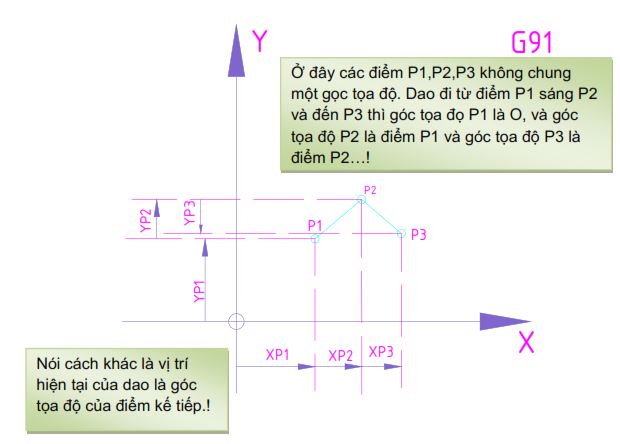
Câu lệnh đặt hệ toạ độ gia số G91:
Lệnh với hệ toạ độ gia số định nghĩa toạ độ điểm đích bằng hành trình cần di chuyển trên các trục để tới điểm đó tính từ vị trí hiện tại. Chiều dương chỉ ra rằng vị trí điểm tiếp theo nằm theo hướng dương so với điểm hiện tại.
* Lệnh :
a/Khối lệnh tuyệt đối : G90 X_Y_Z_;
b/Khối lệnh gia số : G91 X_Y_Z_;
G90 : Ra lệnh làm việc với hệ tọa độ tuyệt đối
G91 : Ra lệnh làm việc với hệ tọa độ gia số ( tương đối)
X,Y,Z: Chỉ ra hướng và khoảng cách tới điểm đích tính từ gốc phôi ( G90)
Chỉ ra hướng và khoảng cách tới điểm đích tính từ điểm hiện tại (G91)
Chú ý : Khi đã sử dụng G90, nó sẽ có hiệu lực kho đến khi G91 được sử dụng trong chương trình.Tương tự như vậy, G91 sẽ có hiệu lực, nếu được chỉ ra trong chương trình ,cho đến khi đưa ra G90.Những mã G như vậy được gọi là mã G module.
Đối với nhóm mã G, tham khảo B-1(1.)
Ký hiệu chiều dương (+) có thể bỏ qua ,ký tự (-) phải ghi đầy đủ.
X+10.0————- X10.0 Y+10.0—————— Y10.0
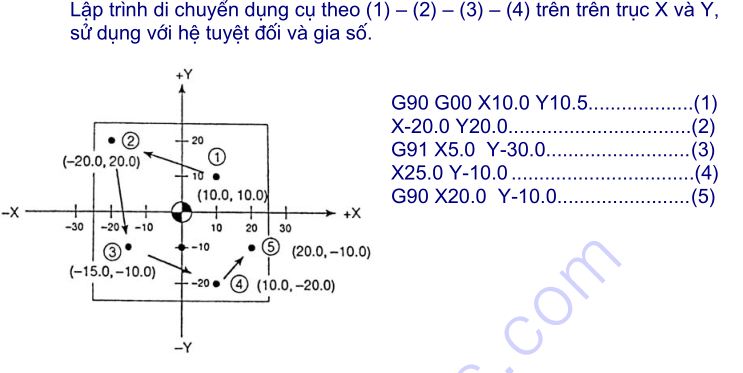
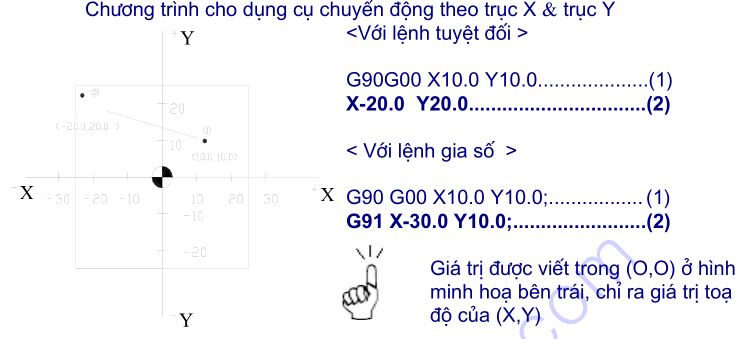
Bài luyện tập :
1/ Lập trình sử dụng G90 và G91 từ điểm (1) đến điểm (2):
2/ Chương trình sử dụng G90 và G91 :
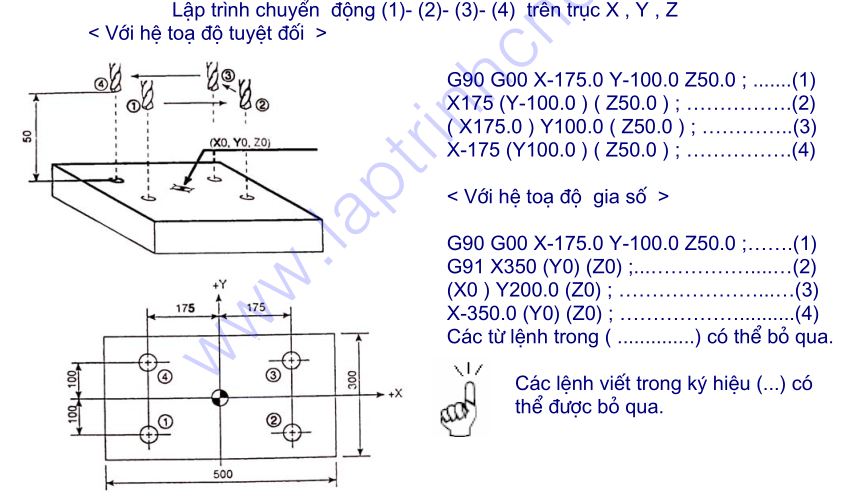
3/ Chương trình sử dụng G90 và G91 :