Chưa có sản phẩm trong giỏ hàng.
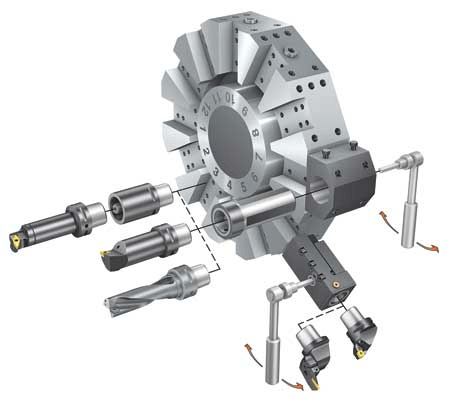
Mã lệnh T gọi dụng cụ tới vị trí đổi dao. Tên dao, tối [...]
Từ chương trình chính, gọi chương trình con bằng M98. Trong chương trình con kết [...]
M51 : Bật chức năng thổi khí. M59 : Tắt chức năng thổi khí. Quá trình [...]
Lệnh M33 sử dụng để cất dụng cụ từ trục chính tới 1 vị trí [...]
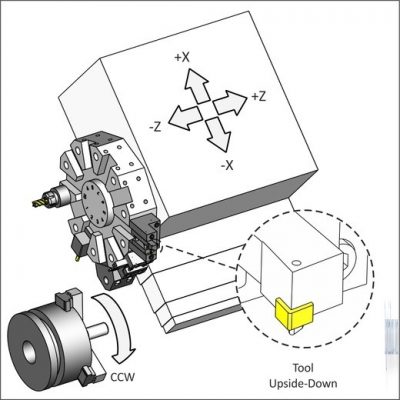
M19 khóa trục chính: Sử dụng M19 để dừng quay trục chính tại một vị [...]
M08;………..Bật dung dịch làm nguội. M09;………..Tắt dung dịch làm nguội. Chú ý [...]
Lệnh M06 dùng để đổi dụng cụ trên trục chính với dụng cụ ở vị [...]
Lệnh M03, M04 được sử dụng để khởi động trục chính với tốc độ [...]
Khi M02 hoặc M30 được thực hiện. 1. Tất cả các hoạt dộng của máy [...]
Khi sử dụng M00 trong quá trình hoạt động, máy sẽ dừng vô điều [...]
Tên tài khoản hoặc địa chỉ email *
Mật khẩu *
Ghi nhớ mật khẩu Đăng nhập
Quên mật khẩu?